Guide to Prioritize Ammonia Piping Maintenance
Important considerations, a timetable, and insight into how our customers pace and prioritize ammonia piping maintenance.
by the team at GGS
August 14, 2024
Owners of covered process systems are tasked with upholding mechanical integrity for both operational and safety purposes. After a piping evaluation, be it an inspection or non-destructive testing, you will likely be faced with the pressing task to schedule and prioritize ammonia piping maintenance based on the results.
Like many, you may be asking yourself ‘what is most important?’ or ‘how much time do I have?’ to address areas where the system needs some work. Regulations and responsibility drive a desire to resolve issues as soon as possible, though we are hamstrung by culture, rising costs, and budgets.
An actionable, sustainable plan that respects these challenges can be employed. In this article we highlight some important considerations and offer insight into how our customers have paced and prioritized ammonia piping maintenance.
1. Classify Criticality
Not all issues are equal. For example, damaged jacketing where corrosion has not yet occurred on the piping is peanuts compared to smelling ammonia fumes on the roof. Critical issues, such as the presence of ammonia fumes should be dealt with as soon as possible; less dire problems such as damaged jacketing can be slated for a later date.
Typically, issues can fall into one of three classes/categories:
- High Priority (which includes critical issues needing immediate attention)
- Moderate Priority
- Low Priority
In our reporting, each condition found in the system that needs attention (immediately or at a future date) is assigned a priority level. However, these levels can be customized if you have already set thresholds for your organization that are more conservative or relaxed.
These priority levels consider some important industry specific characteristics:
- Due to variables present in industrial refrigeration, there is no one size fits all metric for how quickly pipe will corrode where degradation exists. Wall loss on piping, whether bare or under insulation, will continue to corrode if not addressed. Corrosion found during a visual inspection will look dire at first glance, but quantitative wall thickness measurements will allow you to determine timing for maintenance. For example, if the wall loss is over 50%, it may be classified as a high priority for resolution within the next 30 days, while loss under 30% could be noted for monitoring over the next couple years.
- The newer the system, the more aggressive the attention should be when degradation is found. The piping manufacturing process has improved over the years, and vendors are delivering pipe much closer to the acceptable manufacturing tolerance of 12.5% below nominal wall thickness. Decades ago, piping was delivered with walls thicker than nominal values. Newer piping with corrosion will degrade to lower values faster because the walls are thinner when installed, versus older piping with more steel to corrode through.
- Process type and pressure dictate piping to be installed with specific schedules (defined by size) to comply with regulation codes.
2. Determine Impact / Risk
The impact of the condition found in your system should also be measured when determining how swiftly it should be resolved. When classifying where a condition should fall in terms of risk impact, ask yourself – Which of the following is my organization most concerned about; how much are we willing to gamble?
- Mechanical integrity risks include ammonia leaks and fumes, pipe not to code, corrosion, pipe wall loss, asbestos, wet or iced insulation, and damaged jacketing
- Regulation compliance risks include ammonia leaks and fumes, pipe not to code, and incorrect pipe sizes or process on P&IDs
- Operational and/or efficiency risks include wet or iced insulation and lines that should be full of liquid ammonia are empty or partially full.
Some of these conditions share multiple risk categories. For example, piping installed that is not to code, could impact mechanical integrity and are subject to fines if found during a compliance audit, and should rank higher as a priority. Areas with wet insulation, with underlying piping that is not yet showing signs of corrosion, may not be important to resolve quickly – unless efficiency is a high priority at your facility. Other issues such as incorrect P&IDs are not a threat to the integrity or efficiency of your system, but are vulnerable to fines.
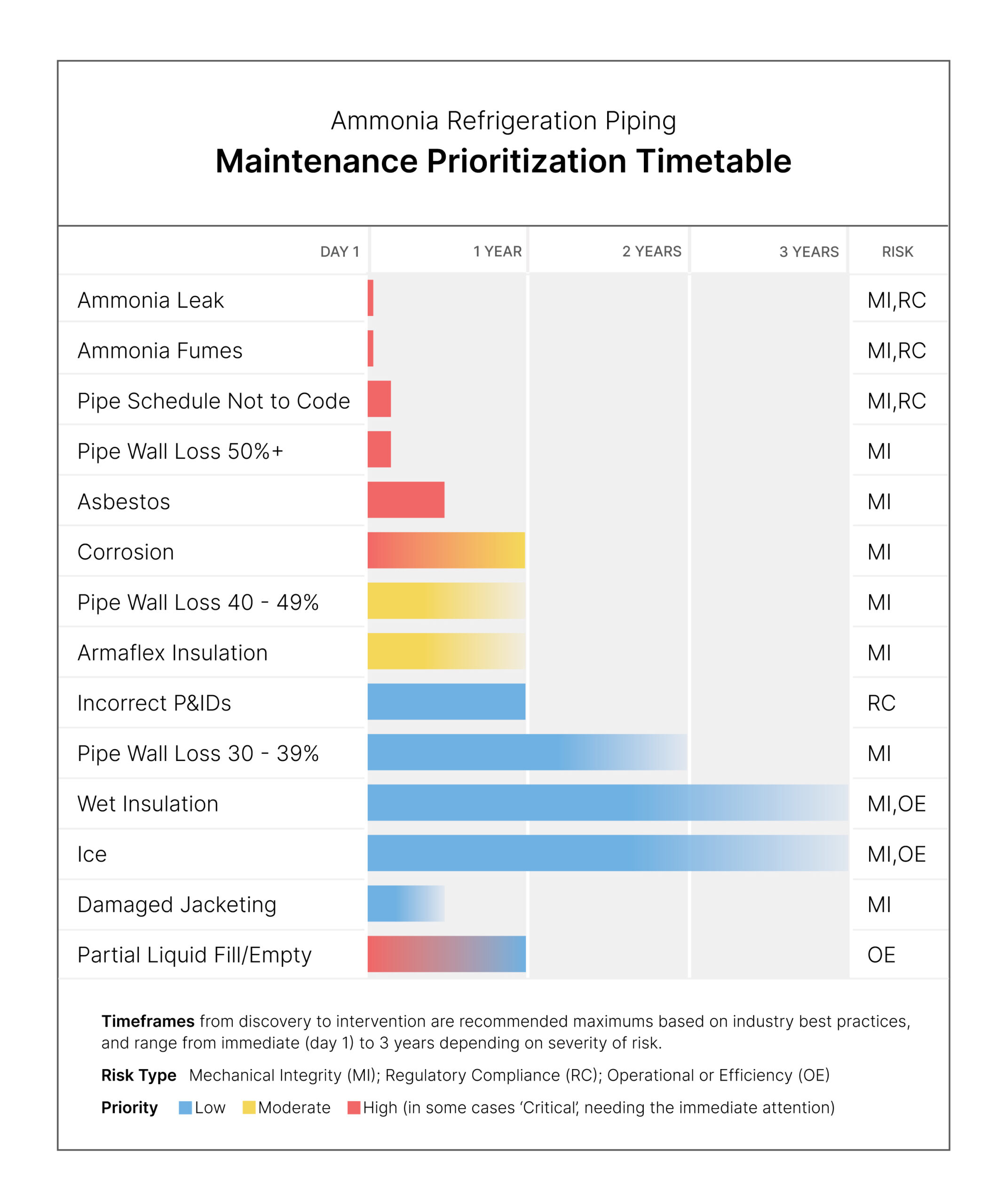
Taking all the above into consideration, here is a baseline that coincides with our classification system, and is based on how the majority of those that employ best practices in the industry have prioritized and phased MOCs:
3. Log Your Plan
Any findings that require remediation, be it immediate or in the future, must be documented. Actions to resolve findings can be tracked in a separate log or document as part of your PHA. Each entry should include the issue, resolution, dates, assignments, status, and refer to related documents such as work orders, MOC, purchase orders, etc. For example, areas where remediation is postponed to a future date should note an action to include a timeframe to monitor, retest, and/or repair.
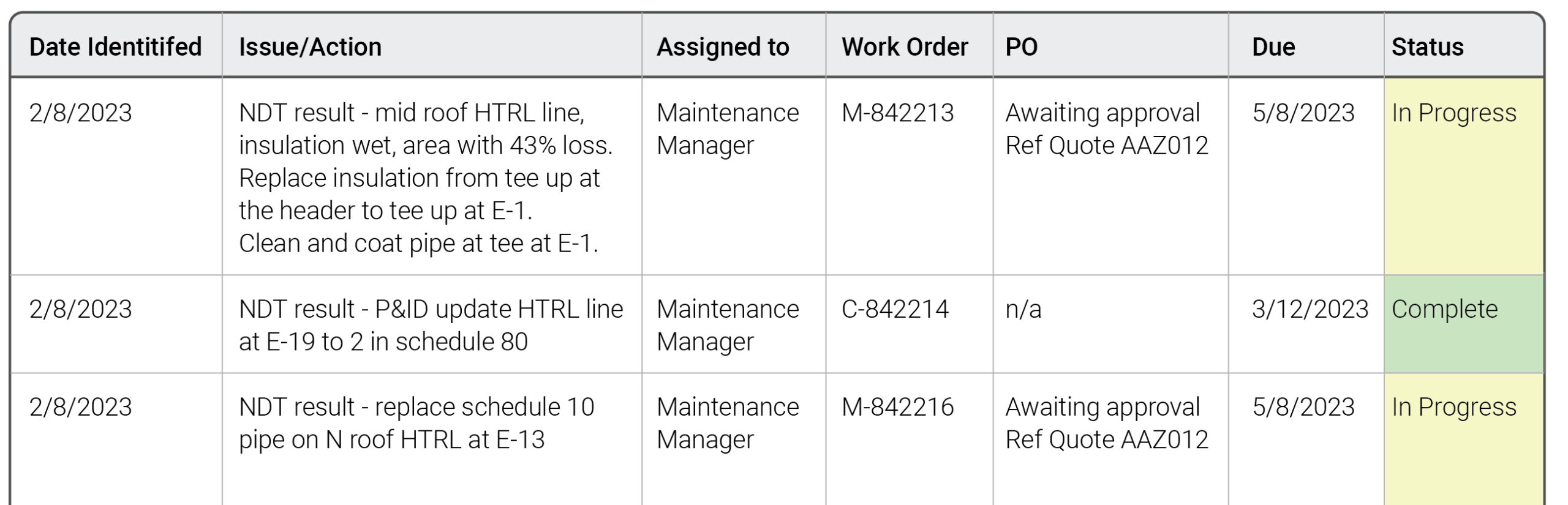
Example of a post-NDT Maintenance Log
- Include all issues found as a result of testing; tested areas that meet acceptance criteria do not get listed in a maintenance log.
- Note the planned action to resolve the issue.
- Not all issues are equal. Critical issues should be dealt with as soon as possible, less dire problems can be slated for a later date but must be included in the plan.
- Set due dates for actions.
- Meet the due dates. Do what you say you are going to do.
- Communicate the plan to your team/participating employees and vendors.
- Document how you will manage your maintenance log, and the retention policy for the log, as an MI procedure.


